Unique Welding Solutions & Custom Welders
Custom welding tools and solutions designed for unique projects
IF A STANDARD ORBITAL SYSTEM WON’T WORK, MAGNATECH’ S EXPERIENCED ENGINEERING GROUP CAN DESIGN A UNIQUE SOLUTION
Magnatech has engineered hundreds of custom designed welding machines and solutions over forty years.
There are many pipe and tube welding applications for which a standard Magnatech LLC system cannot be used. Spatial constraints, workpiece geometry, and proposed use of equipment in hazardous conditions requiring remote operation are but a few of the reasons custom welders and specialized engineering may be required.
Magnatech LLC has engineered hundreds of custom welding solutions since our business was founded in 1946. Often, minor changes to weld head design, electronic controls and software are all that is required. Other challenges involve the engineering of an entirely new system and custom welders with specialized accessories.
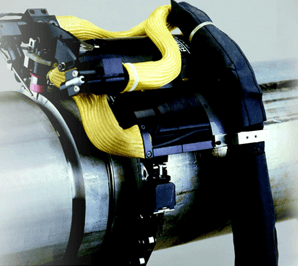
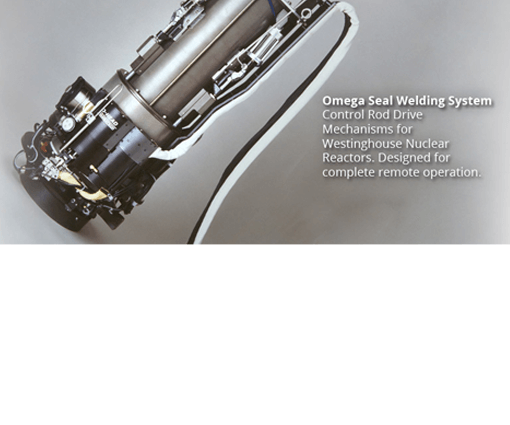
The construction and maintenance of nuclear power plants dictates the need for unique pipe welding. An example is the need for remotely controlled welding, where manual welders have limited access due to radiation levels. The weld heads may be required to be located and mounted by remotely operable devices. Video Arc Monitoring systems incorporating miniature video cameras with special filtering allow an operator to view the workpiece before welding to observe fit up; monitor the weld puddle during welding; and visually inspect the completed weld.