Petrochemical
Automated orbital welding systems for Petrochemical and Chemical Plants
If there is one thing a chemical plant has in abundance it is tubes and pipes ranging in size from small to large diameters, and from standard carbon and stainless alloys to highly exotic custom-formulated alloys that require exacting weld procedures. Magnatech has a wide range of automated orbital welding systems. Whether your application calls for welding small diameter, thin wall instrumentation tubing or large diameter, heavy wall high pressure piping, we have an orbital solution.
Many manufacturing processes requires special alloy pipe; whether the need is to provide corrosion resistance or to withstand operation at high temperatures while maintaining ductility and creep strength. Automated orbital welding minimizes and precisely controls heat input, which is often critical to maintain the properties of these special alloys.
Maintenance welding can mean interrupting the operation of a large facility, resulting in profit losses by the hour. The high duty cycle of automated orbital welding minimizes the time required for maintenance operations by cutting weld time and virtually eliminating repairs.
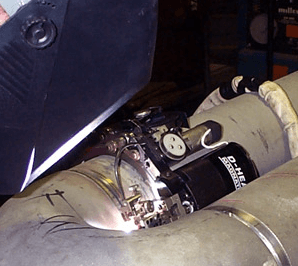
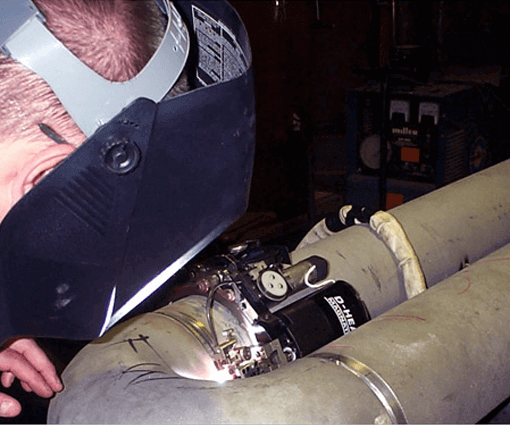
- Our compact orbital weld heads allow pipe welding in areas with very limited space and accessibility, a common situation in maintenance.
- Weld Heads are designed to withstand multipass welding on tube and pipe materials requiring high preheat temperatures.
- Magnatech is the first to provide Autoprogram Generation for multipass pipe welding.
Magnatech has proven solutions for petrochemical component fabrication, construction, and maintenance. We provide technical specialists for field training at the fab shop or job site.