Fossil Fuel Power Generation Industry
Orbital weld heads deliver code welds and higher productivity even with tight radial clearances

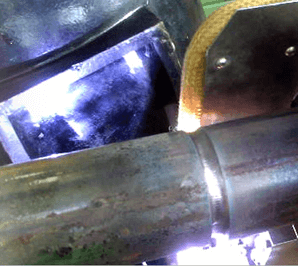
Our orbital welding systems have long been used in the fossil fuel power generation industry. Pipe and tube welding in the electric power generation industry has greatly influenced the development of automated orbital pipe welding. A common consideration at power plants is that welds must be made in areas with limited space – tight axial and radial clearance for both initial construction and subsequent maintenance. Magnatech's engineering staff has met these challenges with compact weld heads for multipass welding – capable of operation in the rugged environment of a power plant during a maintenance outage.
- Our compact orbital weld heads are used in fabrication of tubular superheaters, reheaters, and economizer assemblies.
- Weld Heads are designed to withstand multipass welding on tube and pipe materials requiring high preheat temperatures.
- Magnatech is the first to provide Autoprogram Generation for multipass pipe welding.
-
Position-based programming allows up to five continuous passes to be welded – no need to stop after each pass.
Magnatech has proven solutions for component fabrication, construction, and power plant maintenance ranging from small diameter boiler tube welding to heavy wall diameter headers. We provide technical specialists for field training at the fab shop or job site.